وبلاگ تفریحی
دانلود آهنگ، دانلود فیلم، دانلود عکس، اس ام اسوبلاگ تفریحی
دانلود آهنگ، دانلود فیلم، دانلود عکس، اس ام اساقدامات پیشگیرانه، در حادثه برقگرفتگی فرضی و مصدویت کارگر در داخل چاه
شرح یک حادثه فرضی و اقدامات پیشگیرانه مورد نیاز :
صبح یکی از روزها کارگری در چاه 20 متری در حال حفاری بود.در ساعت 10.30 صبح به بهداری کارگاه اطلاع می دهند کارگری در چاه به دلایل نامشخصی مصدوم شده است.واحد بهداری همراه با واحدهای امداد و نجات در کمترین زمان ممکن خود را به محل مورد نظر می رساند. در اولین فرصت نسبت به قطع برق بالابر اقدام شده به این دلیل که احتمال برق گرفتگی مصدوم وجود داشته است.فرد مصدوم از درون چاه بیرون کشیده می شود.عملیات احیای قلبی ریوی با وجود گذشت زمان 45 دقیقه از بیرون کشیدن مصدوم ادامه می یابد.خوشبختانه فرد توسط احیای قلبی ریوی به زندگی مجدد باز میگردد.مکان مورد نظر جهت بررسی علل وقوع حادثه مسدود میگردد.
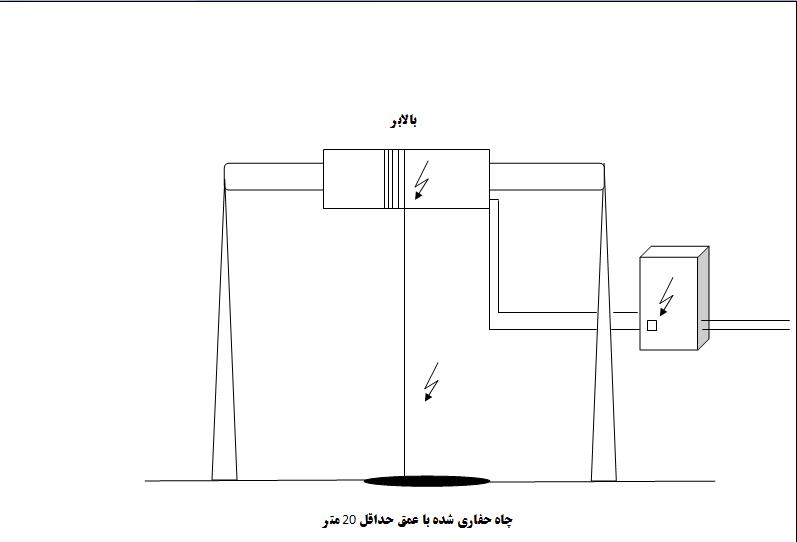
در بررسی ها مشخص می گردد روتور دستگاه بالابر به علت اتصال بدنه برق دار شده است لذا برق از طریق بدنه روتور به بدنه بالابر به درام جمع کننده سیم بکسل رسیده و از طریق سیم بکسل (بعلت فلز بودن) روانه داخل چاه شده است.سیم بکسل نیز در تماس با دست فرد او را دچار برق گرفتگی وشوک ناشی از آن می کند.
عوامل دخیل در رخداد حادثه :
اگر چه زمان ارائه شده برای امدادرسانی به یک مصدوم برق گرفتگی که نیاز به احیاء تنفسی دارد منطقی نمی باشد ولی مراتب ذیل برای اطلاع دوستان اعلام می گردد :
- عدم دریافت مجوزهای لازم ( در فرآیند اخذ مجوزها، مسئولین مربوطه شرایط انجام کار را امکان سنجی نموده و نفرات مورد نیاز انجام کار را ارزیابی می نمایند و بدیهی است که تا رفع کمبودها ، مجوز صادر نمی گردد )
- لزوما در کارهای اجرایی باید یک نفر بعنوان سرپرست وظایف خود را بخوبی انجام دهد که در اینجا به نظر این فرآیند بدرستی انجام نشده است. ( در گروه های حداقل دو نفره نیز، باید یک نفر مسئولیت سرپرستی را بپذیرد )
- عدم آگاهی پرسنل اجرایی از خطرات محیط کار خود و تجهیزات مورد استفاده.( لزوم برگزاری آموزش های مستمر )
- عدم رعایت و توجه به دستورالعمل های ایمنی مربوط به کار با تجهیزات برقی.
- نبود یا عدم کفایت مکانیزم های کنترلی و بازرسی محیط و تجهیزات محیط کار.
- عدم استفاده از تجهیزات حفاظتی مناسب و بازدارنده.
- عدم آگاهی پرسنل اجرایی با شرایط اضطراری نوع فعالیت خود ( در حوادث برق گرفتگی نباید همراه مصدوم وی را ترک نموده و یا منتظر رسیدن کمک از واحدهای امدادی شود ، باید با امکانات موجود خود اولین نفری باشد که اقدام به کمک به مصدوم می کند - با توجه به اینکه مصدوم داخل چاه بوده شاید ایجاد سیستمی مثل استفاده از کمربند هارنس توسط نفر حفار و داخل چاه این امکان را به نفر بالا دهد که در چنین شرایطی بتواند نفر داخل چاه را به بالا بکشد. )
اقدامات پیشگیرانه :
از آنجاییکه در این واقعه از یک وسیله الکتریکی تک فاز که با ولتاژ خطرناک 220 ولت کار می کند استفاده شده است ، لذا به منظور آگاهی خوانندگان محترم از اقدامات پیشگیرانه مورد نیاز به جهت جلوگیری از رخداد چنین حوادثی موارد ذیل اعلام می گردد:
- برابر استاندارد و الزامات قانونی مربوطه باید قبل از شروع کار از ایمن بودن محیط کار و تجهیزات مورد استفاده ، همچون استقرار موثر سیستم ارتینگ و ارتباط سیم سوم اطمینان حاصل نمایید. ( این فرآیند می تواند در قالب چک لیست انجام گردد ) از آنجاییکه ممکن است عملیات اجرای چاه، در مکان های مختلف و بعضاً دور انجام گردد می توان از سیستم ارتینگ لوکال با استفاده از میله استفاده نمود ، که تصویر آن را در زیر مشاهده می نمایید، در این شرایط باید از اجرای مطلوب آن مطمئن گردید.
- پرسنل اجرایی باید آموزش های لازم در خصوص ایمنی برق و مفاهیم مربوطه را دیده باشند.
- باید قدرت الکتروموتور و گیربکس مورد استفاده، با کار مورد نظر انطباق داشته باشند.
- باید سیستم همبندی را روی پایه چرخ و موتور و قطعات فلزی پیاده نمایید.
- باید فیوز حفاظتی منصوبه با آمپراژ تجهیز الکتریکی مورد استفاده، تناسب داشته باشد.
- توصیه می شود از کلیدهای ( رله های ) دیفرانسیلی در محل تابلو برق استفاده گردد.
- سیستم کابل کشی و اتصالات برق باید بصورت استاندارد اجرا شده باشند.
- برای سیستم روشنایی سیار، بایستی از ولتاژ کم خطرتری ( 12 یا 24 ولت ) استفاده گردد.
- از لوازم و تجهیزات الکتریکی استاندارد استفاده گردد.
- قبل از شروع کار بایستی مجوزهای لازم از مسئولین مربوطه اخذ شده باشد.
- نفرات گروه از نظر تعداد و توانمندی آنان با توجه به ماموریت تعیین شده ، بایستی متناسب بوده و حتما یک نفر از بین آنان ، بعنوان سرپرست انجام وظیفه نماید.
- اپراتور دستگاه باید از تجهیزات حفاظت فردی مناسب استفاده نماید.
- با استفاده از یک مفصل عایق، مابین سیم بکسل و قلاب سر آن ، می توان از عبور جریان جلوگیری نموده و ریسک برق گرفتگی را کاهش داد.
- توصیه می شود ،در محل کار از سایه بان مناسب برای پیش بینی بارندگی و به منظور جلوگیری از نفوذ رطوبت در وسایل الکتریکی، استفاده گردد.
- برای شرایط اضطراری نزدیک ترین پست امدادی باید مشخص شده و پرسنل اجرایی از آن آگاهی داشته باشند.
- از آنجاییکه زمان ، در مسئله امدادرسانی به مصدومان برق گرفتگی، نقش حیاتی دارد ، باید تمام پرسنل اجرایی با نحوه امدادرسانی، آشنا باشند.
- این فعالیت ها ، بایستی بصورت آزمایشی ( مانور ) و نیز در دوره های مشخص به منظور ایجاد آمادگی، برای کلیه پرسنل اجرایی برگزار گردد.
فرآیند های غشایی
فرآیند های غشایی
در حال حاضر بسیاری از تولیدات صنایع غذایی بر مبنای فرآیندهای غشایی پایه گذاری شده است، که باعث ایجاد رقابت زیادی هم در مقوله فناوری و هم در مقوله اقتصادی شده است فرایندهای غشایی با دارا بودن مزایایی مانند کاهش مصرف انرژی ، انتقال جرم و راندمان بالا و سهولت کاربرد، از اهمیت بسزایی برخوردارند. در فرایندهای غشایی ، جداسازی اجزا مختلف از یکدیگر به دلیل مکانیسم غربالی ، انتقال ممانعتی از درون حفرات باریک غشا و سایر تقابل های بین اجزا و مواد غشا (از قبیل جذب سطحی و تقابل هابی الکتریکی) صورت می گیرد .
برخی از موارد کاربرد این سیستم ها در صنایع غذایی ، تصفیه آب ، تغلیظ و شفاف سازی اب میوه ها ، فراورده های شیر ، نوشابه های الکلی و پساب می باشد . در سیستم های جداسازی غشایی در مقایسه با یک تبخیر کننده ، آب بدون آن که تغییر فاز دهد از محلول جدا می شود . در یک سیستم جداسازی غشایی سیالی با دو جز یا بیشتر در تماس با غشا قرار گرفته که غشا اجازه می دهد ، اجزای خاصی از سیال (آب موجود در سیال) راحت تر از دیگر اجزا از آن عبور کنند . ماهیت فیزیکی و شیمیایی غشا (اندازه منافذ و توزیع اندازه منافذ در ان) روی جداسازی مایع تاثیر می گذارد .
جوشکاری با لیزر
جوشکاری با لیزر
لیزر ابزاری است که نور را به صورت پرتوهای موازی بسیار باریکی که طول موج مشخصی دارند ساطع میکنند. این دستگاه از مادهای جمع کننده یا فعال کنده نور تشکیل شده که درون محفظه تشدید نور قرار دارد. این ماده پرتو نور را که به وسیله یک منبع انرزی بیرونی (از نوع الکتریسیته یا نور) به وجود آمده، تقویت میکند.
لیزر این نور شگفت از نظر ماهیت هیچ تفاوتی با نور عادی ندارد و خواص فیزیکی لیزر، آن را از نورهای ایجاد شده از دیگر منابع متمایز میسازد. از نخستین روزهای تکنولوژی لیزر، به خواص ویژه آن پی برده شد. و ما بطور گزینشی به این خواص از ماهیت فرآیند لیزر میپردازیم که خود این خواص بستری عظیم برای کاربردهای وسیع این پدیده در علوم گوناگون به ویژه صنعت ایجاد کردهاست. پیشرفت دانش بدون تکنولوژی لیزر امکان پذیر نیست.
جوشکاری و برشکاری با استفاده از اشعه لیزر از روشهای نوین جوشکاری بوده که در دههای اخیر مورد توجه صنعت قرار گرفته و امروزه به خاطر کیفیت ، سرعت و قابلیت کنترل آن به طور وسیعی در صنعت از آن استفاده می شود .به وسیله متمرکز کردن اشعه لیزر روی فلز یک حوضچه مذاب تشکیل شده و عملیات جوشکاری انجام می شود .

اصول کار و انواع لیزرهای مورد استفاده در جوشکاری
به طور عمده از دو نوع لیزر در جوشکاری و برشکاری استفاده می شود : لیزرهای جامد مثل Ruby و ND:YAG و لیزرهای گاز مثل لیزر CO2 .
در زیر اصول کار لیزر Ruby که از آن بیشتر در جوشکاری استفاده می شود توضیح داده می شود . این سیستم لیزر از یک کریستال استوانه ای شکل Ruby ) Ruby یک نوع اکسید آلومینیوم است که ذرات کرم در آن پخش شده اند. ) تشکیل شده است . دو سر آن کاملا صیقلی و آینه ای شده و در یک سر آن یک سوراخ ریز برای خروج اشعه لیزر وجود دارد . در اطراف این کریستال لامپی قرار دارد که لامپ فوق برای کار در سرعت حدود 1000 فلاش در ثانیه طراحی شده است . لامپ گزنون با استفاده از یک خازن که حدود 1000 بار در ثانیه شارژ و تخلیه شده فلاش می زند و هنگامی که کریستال Ruby تحت تاثیر این فلاش ها قرار بگیرد اتمهای کرم داخل شبکه کریستالی تحریک شده و در اثر این تحریک امواج نور از خود ساطع می کنند و با باز تابش این اشعه ها در سطوح صیقلی و تقویت آنها اشعه لیزر شکل می گیرد .
در جوشکاری لیزر تمامی عملیات ذوب و انجماد در چند میکروثانیه انجام می گیرد و به خاطر کوتاه بودن این زمان هیچ واکنشی بین فلز مذاب و اتمسفر انجام نخواهد شد و از این رو گاز محافظ لازم ندارد

اشعه لیزر شکل گرفته از سوراخ ریز خارج شده و سپس به وسیله یک عدسی بر روی قطعه کار متمرکز شده که بر اثر برخورد انرژی بسیار زیادی در سطح کوچکی آزاد می کند که باعث ذوب و بخار شدن قطعه و انجام عمل ذوب می شود .
محدودیت لیزر Ruby پیوسته نبودن اشعه آن است در حالیکه انرژی خروجی ان بیشتر از لیزر های گاز مانند لیزر CO2 است که در آنها اشعه حاصله پیوسته است، از لیزر CO2 بیشتر به منظور برش استفاده می شود و از لیزر ND:YAG بیشتر برای جوشکاری آلومینیوم استفاده میشود .
از آنجا که در این روش مقدار اعظمی از انرژی مصرف شده به گرما تبدیل می شود این سیستم باید به یک سیستم خنک کننده مجهز باشد .
در جوشکاری لیزر دو روش عمده برای جوشکاری وجود دارد : یکی حرکت دادن سریع قطعه زیر اشعه است تا که یک جوش پیوسته شکل بگیرد و دیگری که مرسوم تر است جوش دادن باچند سری پرتاب اشعه است .
در جوشکاری لیزر تمامی عملیات ذوب و انجماد در چند میکروثانیه انجام می گیرد و به خاطر کوتاه بودن این زمان هیچ واکنشی بین فلز مذاب و اتمسفر انجام نخواهد شد و از این رو گاز محافظ لازم ندارد .

مزایای جوشکاری لیزر
- حوضچه مذاب می تواند داخل یک محیط شفاف ایجاد شود ( باعکس روشهای معمولی که همیشه حوضچه مذاب در سطح خارجی آنها ایجاد می شود ) .
- محدوده بسیار وسیعی از مواد را مانند آلیاژها با نقاط ذوب فوق العاده بالا ، مواد غیر همجنس و ... را میتوان به یکدیگر جوش داد .
- در این روش میتوان مکان های غیر قابل دسترسی را جوشکاری نمود .
- از آنجا که هیچ الکترودی برای این منظور استفاده نمی شود نیازی به جریانهای بالا برای جوشکاری نیست .
- اشعه لیزر نیاز به هیچگونه گاز محافظ یا محیط خلایی برای عملکرد ندارد .
- به خاطر تمرکز بالای اشعه منطقه HAZ بسیار باریکی در جوش تشکیل میشود .
- جوشکاری لیزر نسبت به سایر روشهای جوشکاری تمیز تر است .
محدودیت ها و معایب جوشکاری لیزر
سیستم های جوشکاری لیزر نسبت به سایر دستگاههای سنتی جوشکاری بسیار گران هستند و در ضمن لیزرهایی مانند Ruby به خاطر پالسی بودن اکثر آنها از سرعت پیشروی کمی برخوردارند ( 25 تا 250 میلیمتر در دقیقه ) . همچنین این نوع جوشکاری دررای محدودیت عمق نیز می باشد .
موارد استفاده اشعه لیزر
از اشعه لیزر هم به منظور برش و هم به منظور جوشکاری استفاده می شود . این نوع جوشکاری در اتصال قطعات بسیار کوچک الکترونیکی و در سایر میکرو اتصال ها کاربرد دارد . از اشعه لیزر میتوان در جوش دادن آلیاژها و سوپر آلیاژها با نقطه ذوب بالا و برای جوش دادن فلزات غیر همجنس استفاده نمود . به طور کلی این روش جوشکاری برای استفاده های دقیق و حساس استفاده میشود . از این روش میتوان در صنعت اتومبیل و مونتاژآن برای جوش دادن درزهای بلند استفاده نمود.